一种提升薄切膨丝含水率的装置的制作方法
本发明属于烟草行业膨胀烟丝热端膨胀回潮,具体涉及一种提升薄切膨丝含水率的装置。
背景技术:
1、膨胀烟丝具有提高填充能力、减轻烟支重量、降焦减害以及降低生产成本等作用,是烟丝掺配的重要组成部分。随着烟草工业企业对膨胀烟丝需求不断增加,膨胀烟丝成品加工强度的稳定性也备受关注。
2、烟丝浸渍和烟丝膨胀是膨胀烟丝在加工过程中的两个重要阶段。在烟丝膨胀阶段,浸渍后的烟丝进入升华管进行烟丝膨胀,膨胀后烟丝水分要求为8.0%±0.3,但工艺气体在管路中与管壁外的保温层存在热交换现象,升华后的膨胀烟丝水分只有6%-8%,耐加工性较差,水分的降低会导致烟丝在后续加工工序中造碎增加。
3、目前,膨胀烟丝线的处理方法是在rc80回潮筒对膨胀后烟丝进行集中加湿。但是在回潮工序中,皮带秤前后烟丝的落料以及进回潮筒后的翻滚都会对烟丝产生机械造碎。进入rc80回潮筒后,根据工艺要求需要在短时间内增加烟丝4%-6%的水分,烟丝会出现水分吸收不充分、加水不均匀的现象,耐加工性不能得到较好的提升。同时,筒体内的大量加水会造成烟丝湿团增加。
4、中国专利号201010286090.7公开了一种提高烟丝含水率稳定性的控制方法,中国专利号201320131374.8公开了一种烟丝含水量的检测装置,以及中国专利号201710040177.8公开了一种膨胀烟丝就地风选出口含水率控制方法、装置和系统等,但上述这些专利主要以描述计算出入口烟丝水分均值来控制烟丝含水率的稳定性,多以计算机自动控制的方法为主,并没有从提升薄切膨丝含水率的角度出发。
技术实现思路
1、为解决现有技术存在的上述技术问题,本发明提供了一种提升薄切膨丝含水率的装置,采用回潮前预加水工艺,在冷却输送带上增加六个雾化喷嘴,有效提升了膨丝耐加工性,减少了后续工序产生的机械造碎,降低膨胀烟丝生产过程损耗;同时,回潮筒加水量降低,减小了膨丝湿团和筒壁粘连,解决装箱膨丝桶结底问题,提高了出丝率。
2、本发明采用的技术方案是:
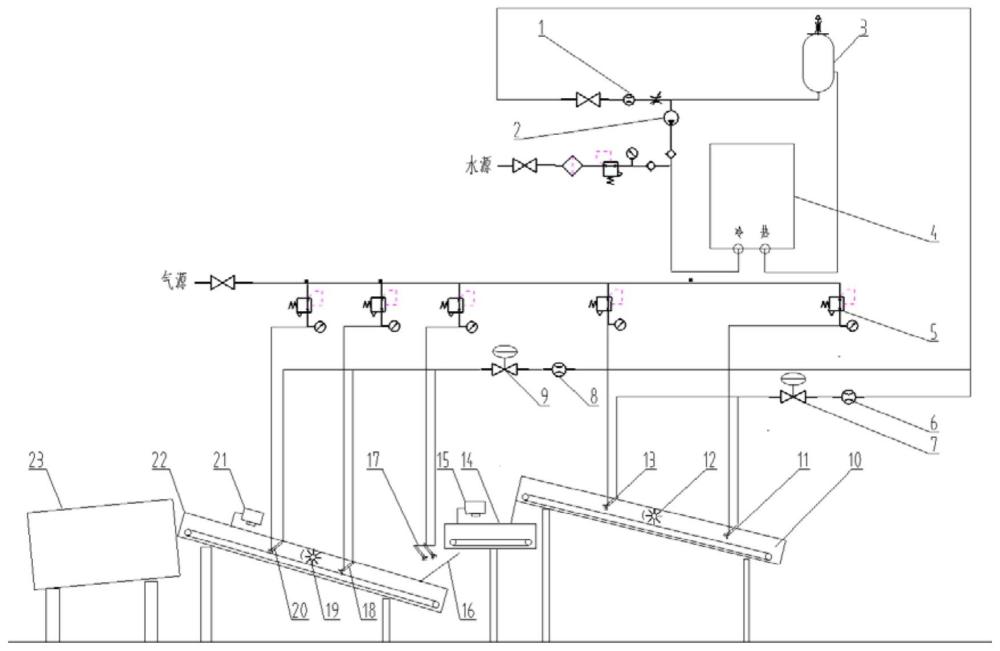
3、一种提高薄切膨丝含水率的装置,其特征在于,包括即热式电热水器、转子流量计、储水罐、一级预加水装置、二级预加水装置和回潮筒;所述即热式电热水器的底部分别开设有冷、热水接口,所述水路系统与冷水接口连接,所述热水接口与储水罐侧壁上的进水口连接,其中:
4、所述一级预加水装置包括第一机架以及安装在第一机架上的第一冷却输送带,所述第一冷却输送带上方沿输送方向间隔设置有第一雾化喷嘴和第二雾化喷嘴,所述第一雾化喷嘴和第二雾化喷嘴之间的第一冷却输送带上设置有第一电动拨料辊,所述第一雾化喷嘴和第二雾化喷嘴分别与气路系统连接;所述储水罐底部的出水口通过转子流量计分别与所述第一雾化喷嘴和第二雾化喷嘴连接;
5、所述二级预加水装置包括第二机架以及安装在第二机架上的第二冷却输送带,所述第二冷却输送带上方沿输送方向间隔设置有第三雾化喷嘴和第四雾化喷嘴,所述第三雾化喷嘴和第四雾化喷嘴之间的第二冷却输送带上设置有第二电动拨料辊,所述第三雾化喷嘴和第四雾化喷嘴分别与气路系统连接;所述储水罐底部的出水口通过转子流量计与所述第三雾化喷嘴和第四雾化喷嘴连接;
6、所述第一冷却输送带出口端的下方设置有一电子皮带秤,所述第一冷却输送带出口端与所述电子皮带秤之间以及所述电子皮带秤与第二冷却输送带之间倾斜设置有挡料板;
7、所述第二冷却输送带的出口与所述回潮筒的进口端连通。
8、进一步的,所述电子皮带秤的上方设置有第一水分仪,所述第二冷却输送带上设置有第二水分仪。
9、进一步的,所述电子皮带秤与第二冷却输送带之间的挡料板上方设置于第五雾化喷嘴以及第六雾化喷嘴。
10、进一步的,所述气路系统与第一雾化喷嘴、第二雾化喷嘴、第三雾化喷嘴、第四雾化喷嘴、第五雾化喷嘴以及第六雾化喷嘴之间的连接管路上设置有减压阀。
11、进一步的,所述储水罐底部的出水口的连接管路与所述水路系统连接,并两者的连接段上设置有自循环水泵。
12、进一步的,所述转子流量计与第一雾化喷嘴和第二雾化喷嘴之间的连接管路上依次设置有第一水流量计以及第一气动薄膜阀;所述转子流量计与第三雾化喷嘴和第四雾化喷嘴之间的连接管路上依次设置有第二水流量计以及第二气动薄膜阀。
13、进一步的,所述转子流量计上设置了上下限报警装置,流量在超过最小或者最大流量值时产生报警。
14、进一步的,所述储水罐的顶部配有用于排出管路中存在的空气的气嘴。
15、进一步的,所述第一雾化喷嘴、第二雾化喷嘴、第三雾化喷嘴及第四雾化喷嘴分别配有固定支架;所述固定支架包括支架上部和支架下部,所述支架上部开设有通孔,所述支架下部开设有与通孔对应的螺纹孔,螺丝依次穿过通孔、螺纹孔后将喷嘴固定在第一或第二冷却输送带的罩壳上;所述支架上部和支架下部之间转动连接有一中间旋转压扣,所述支架上部和支架下部之间留有用于固定压紧中间旋转压扣的间隙,所述中间旋转压扣的一端穿过间隙外露于支架上下部的外端且与一调节螺母连接,通过旋转调节螺母调整喷嘴喷射角度。
16、与现有技术相比,本发明的有益效果体现在:
17、1、本发明实现膨胀烟丝回潮前预加水工艺,对膨后烟丝进行预加水,增强膨丝的耐加工性,减少膨后烟丝的工序造碎,降低膨胀烟丝生产过程损耗,提高出丝率。
18、2、本发明设计了加湿水设备自动化控制,通过对前后六个膨胀加水量的精准控制,均匀提高膨后烟丝的含水率,减少了烟丝结团和水渍烟等问题。
技术特征:
1.一种提高薄切膨丝含水率的装置,其特征在于,包括即热式电热水器、转子流量计、储水罐、一级预加水装置、二级预加水装置和回潮筒;所述即热式电热水器的底部分别开设有冷、热水接口,所述水路系统与冷水接口连接,所述热水接口与储水罐侧壁上的进水口连接,其中:
2.如权利要求1所述的一种提高薄切膨丝含水率的装置,其特征在于,所述电子皮带秤的上方设置有第一水分仪,所述第二冷却输送带上设置有第二水分仪。
3.如权利要求1所述的一种提高薄切膨丝含水率的装置,其特征在于,所述电子皮带秤与第二冷却输送带之间的挡料板上方设置于第五雾化喷嘴以及第六雾化喷嘴。
4.如权利要求1所述的一种提高薄切膨丝含水率的装置,其特征在于,所述气路系统与第一雾化喷嘴、第二雾化喷嘴、第三雾化喷嘴、第四雾化喷嘴、第五雾化喷嘴以及第六雾化喷嘴之间的连接管路上设置有减压阀。
5.如权利要求1所述的一种提高薄切膨丝含水率的装置,其特征在于,所述储水罐底部的出水口的连接管路与所述水路系统连接,并两者的连接段上设置有自循环水泵。
6.如权利要求1所述的一种提高薄切膨丝含水率的装置,其特征在于,所述转子流量计与第一雾化喷嘴和第二雾化喷嘴之间的连接管路上依次设置有第一水流量计以及第一气动薄膜阀;所述转子流量计与第三雾化喷嘴和第四雾化喷嘴之间的连接管路上依次设置有第二水流量计以及第二气动薄膜阀。
7.如权利要求1所述的一种提高薄切膨丝含水率的装置,其特征在于,所述转子流量计上设置了上下限报警装置,流量在超过最小或者最大流量值时产生报警。
8.如权利要求1所述的一种提高薄切膨丝含水率的装置,其特征在于,所述储水罐的顶部配有用于排出管路中存在的空气的气嘴。
9.如权利要求4所述的一种提高薄切膨丝含水率的装置,其特征在于,所述第一雾化喷嘴、第二雾化喷嘴、第三雾化喷嘴及第四雾化喷嘴分别配有固定支架;所述固定支架包括支架上部和支架下部,所述支架上部开设有通孔,所述支架下部开设有与通孔对应的螺纹孔,螺丝依次穿过通孔、螺纹孔后将喷嘴固定在第一或第二冷却输送带的罩壳上;所述支架上部和支架下部之间转动连接有一中间旋转压扣,所述支架上部和支架下部之间留有用于固定压紧中间旋转压扣的间隙,所述中间旋转压扣的一端穿过间隙外露于支架上下部的外端且与一调节螺母连接,通过旋转调节螺母调整喷嘴喷射角度。
技术总结
本发明公开了一种提高薄切膨丝含水率的装置,包括即热式电热水器、转子流量计、自循环水泵、储水罐、减压阀、一级预加水装置、二级预加水装置和回潮筒;一级预加水装置包括第一机架以及安装在第一机架上的第一冷却输送带,第一冷却输送带上方沿输送方向间隔设置有第一雾化喷嘴和第二雾化喷嘴;二级预加水装置包括第二机架以及安装在第二机架上的第二冷却输送带,第二冷却输送带上方沿输送方向间隔设置有第三雾化喷嘴和第四雾化喷嘴;第一冷却输送带出口端的下方设置有一电子皮带秤;第二冷却输送带的出口与回潮筒的进口端连通。本发明对膨后烟丝进行预加水,增强了膨丝的耐加工性,减少了膨后烟丝的工序造碎,降低了膨胀烟丝生产过程损耗。
技术研发人员:郑超,姚家骅,徐敏,章敏,叶思聪,张智杰,姚科东,李鹏翔,王军辉,林斌,郑安杰
受保护的技术使用者:浙江中烟工业有限责任公司
技术研发日:
技术公布日:2024/9/2
技术研发人员:郑超,姚家骅,徐敏,章敏,叶思聪,张智杰,姚科东,李鹏翔,王军辉,林斌,郑安杰
技术所有人:浙江中烟工业有限责任公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除