制造包括气溶胶生成材料的产品的方法与流程
本公开涉及不可燃气溶胶供应系统的领域,具体地涉及一种制造包括气溶胶生成材料的产品的方法,该产品作为与气溶胶供应装置一起使用的消耗品,本公开还涉及一种制造用于与气溶胶供应装置一起使用的消耗品的方法以及一种包括消耗品和气溶胶供应装置的气溶胶供应系统。
背景技术:
1、气溶胶供应系统在使用期间通过从气溶胶生成材料释放化合物来生成气溶胶(可吸入的气溶胶或蒸气)。例如,这些可以称为不可燃抽吸制品、气溶胶生成组件或气溶胶供应装置。
2、这样的产品的一个示例是气溶胶供应装置,其通过加热而不燃烧气溶胶生成材料来释放化合物。在一些情况下,该固体气溶胶生成材料可以包含烟草材料。加热使气溶胶生成材料的至少一种组分气雾化通常形成可吸入的气溶胶。例如,这些产品可以被称为加热不燃烧装置、烟草加热装置或烟草加热产品。
3、作为另一示例,存在混合装置。这些混合装置包含液体气溶胶生成材料,该液体气溶胶生成材料通过加热蒸发以产生可吸入的蒸气或气溶胶。该装置另外包含固体气溶胶生成材料,并且该材料的组分夹带在可吸入的蒸气或气溶胶中以产生吸入介质。
技术实现思路
1、根据本公开的第一方面,提供了一种用于与不可燃气溶胶供应装置一起使用的制品,其中,制品包括气溶胶生成材料和支撑件,支撑件具有相对的第一表面和第二表面,在第一表面上支撑有气溶胶生成材料的至少一个离散部分,并且在第二表面上支撑有气溶胶生成材料的至少一个离散部分。
2、根据本公开的第二方面,提供了一种用于与不可燃气溶胶供应装置一起使用的消耗品,其中,消耗品包括根据本公开的第一方面的制品的一部分,并且制品的部分已被配置为适用于与装置一起使用的形状和尺寸。
3、根据本公开的第三方面,提供了一种制造制品的方法,其中,制品包括气溶胶生成材料和支撑件,其中,该方法包括:
4、提供支撑件,
5、将气溶胶生成材料施加到支撑件的第一表面上的至少一个预定区域,
6、将气溶胶生成材料施加到支撑件的第二表面上的至少一个预定区域。
7、根据本公开的第四方面,提供了一种用于与根据本公开的第二方面的消耗品一起使用的气溶胶供应装置,其中,该装置包括气溶胶发生器,该气溶胶发生器被配置成加热支撑在消耗品上的气溶胶生成材料的至少一部分。
8、根据本公开的第五方面,提供了一种气溶胶供应系统,包括气溶胶供应装置以及根据本公开的第二方面的消耗品。
9、根据本公开的第六方面,提供了一种使用气溶胶生成装置从根据本公开的第二方面的消耗品生成气溶胶的方法,其中至少一个气溶胶发生器设置成加热而不燃烧使用中的消耗品;其中,至少一个气溶胶发生器是电阻式加热器元件或者是磁场发生器和感受器。
10、本公开的其他特征和优点将从通过示例并参考附图给出的本公开的实施方式的以下描述中变得显而易见。
技术特征:
1.一种用于与不可燃气溶胶供应装置一起使用的制品,其中,所述制品包括气溶胶生成材料和支撑件,所述支撑件具有相对的第一表面和第二表面,在所述第一表面上支撑有气溶胶生成材料的至少一个离散部分,并且在所述第二表面上支撑有气溶胶生成材料的至少一个离散部分。
2.根据权利要求1所述的制品,其中,所述制品在沿着所述支撑件的所述第一表面或所述第二表面的至少一个方向上是自支撑的,一段长度的制品够在该段长度的一端处被固定并且所述制品能够自固定位置处无支撑地水平延伸。
3.根据权利要求1或2所述的制品,其中,所述制品包括气溶胶生成材料和所述支撑件。
4.根据权利要求1至3中任一项所述的制品,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分中的每个离散部分的位置形状和尺寸以及气溶胶生成材料的在所述第二表面上的至少一个离散部分中的每个离散部分的位置形状和尺寸使得所述第一表面上的离散部分和所述第二表面上的离散部分至少部分地彼此对应。
5.根据权利要求1至3中任一项所述的制品,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分中的每个离散部分的位置形状和尺寸以及气溶胶生成材料的在所述第二表面上的至少一个离散部分中的每个离散部分的位置形状和尺寸彼此对应。
6.根据权利要求1至3中任一项所述的制品,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分中的位置形状和尺寸以及气溶胶生成材料的在所述第二表面上的至少一个离散部分的位置形状和尺寸是不同的。
7.根据权利要求1至6中任一项所述的制品,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分的气溶胶生成材料的组成不同于气溶胶生成材料的在所述第二表面上的至少一个离散部分的组成。
8.根据权利要求1至7中任一项所述的制品,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分的气溶胶生成材料的厚度不同于气溶胶生成材料的在所述第二表面上的至少一个离散部分的厚度。
9.根据权利要求1至8中任一项所述的制品,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分的气溶胶生成材料的厚度与气溶胶生成材料的在所述第二表面上的至少一个离散部分的厚度基本上相同。
10.根据权利要求1至9中任一项所述的制品,其中,所述支撑件具有小于或等于0.025mm的厚度。
11.根据权利要求1至10中任一项所述的制品,其中,所述制品的厚度介于0.085mm与0.610mm之间。
12.一种用于与不可燃气溶胶供应装置一起使用的消耗品,其中,所述消耗品包括根据权利要求1至11中任一项所述的制品的一部分,并且所述制品的所述部分已被配置为适于与所述装置一起使用的形状和尺寸。
13.一种制造制品的方法,其中,所述制品包括气溶胶生成材料和支撑件,其中,所述方法包括:
14.根据权利要求13所述的方法,其中,所述制品在沿着所述支撑件的所述第一表面或所述第二表面的至少一个方向上是自支撑的,一段长度的制品够在该段长度的一端处被固定并且所述制品能够自固定位置处无支撑地水平延伸。
15.根据权利要求13或14所述的方法,其中,所述制品包括气溶胶生成材料和所述支撑件。
16.根据权利要求13至15中任一项所述的方法,其中,施加气溶胶生成材料包括施加气溶胶生成材料浆料。
17.根据权利要求16所述的方法,其中,所述方法还包括允许或使施加到所述支撑件的所述第一表面的气溶胶生成材料浆料固化,并且该气溶胶生成材料浆料固化为气溶胶生成材料。
18.根据权利要求16或17所述的方法,其中,所述方法还包括:在将气溶胶生成材料浆料施加到所述支撑件的所述第二表面之前,允许或使施加到所述支撑件的所述第一表面的气溶胶生成材料浆料固化或至少部分地固化。
19.根据权利要求17或18所述的方法,其中,使施加到所述支撑件的所述第一表面的气溶胶生成材料浆料固化包括使用紫外线辐射。
20.根据权利要求17至19中任一项所述的方法,其中,将气溶胶生成材料施加到所述支撑件的所述第一表面以及允许或使施加到所述支撑件的所述第一表面的气溶胶生成材料浆料固化或至少部分地固化重复一次或多次。
21.根据权利要求17至20中任一项所述的方法,其中,所述方法还包括测量施加到所述支撑件的所述第一表面的固化或至少部分固化的气溶胶生成材料的厚度。
22.根据权利要求13至15中任一项所述的方法,其中,所述方法还包括:
23.根据权利要求13至15中任一项所述的方法,其中,所述方法还包括:
24.根据权利要求22或23所述的方法,其中,所述方法还包括测量固化或部分固化的气溶胶生成材料膜的厚度。
25.根据权利要求22至24中任一项所述的方法,其中,施加固化或部分固化的气溶胶生成材料膜重复一次或多次。
26.根据权利要求13至25中任一项所述的方法,其中,将气溶胶生成材料施加到所述支撑件的所述第二表面包括施加气溶胶生成材料浆料。
27.根据权利要求26所述的方法,其中,所述方法还包括允许或使施加到所述支撑件的所述第二表面的气溶胶生成材料浆料固化或至少部分地固化,并且该气溶胶生成材料浆料固化为气溶胶生成材料。
28.根据权利要求26或27所述的方法,其中,使施加到所述支撑件的所述第二表面的气溶胶生成材料浆料固化或至少部分地固化包括使用紫外线辐射。
29.根据权利要求27或28所述的方法,其中,将气溶胶生成材料施加到所述支撑件的所述第二表面以及允许或使施加到所述支撑件的所述第二表面的气溶胶生成材料浆料固化或至少部分地固化重复一次或多次。
30.根据权利要求27至29中任一项所述的方法,其中,所述方法还包括测量施加到所述支撑件的所述第二表面的固化或至少部分固化的气溶胶生成材料的厚度。
31.根据权利要求13至25中任一项所述的方法,其中,所述方法还包括:
32.根据权利要求13至25中任一项所述的方法,其中,所述方法还包括:
33.根据权利要求31或32所述的方法,其中,所述方法还包括测量固化或半固化的气溶胶生成材料膜的厚度。
34.根据权利要求31至33中任一项所述的方法,其中,将气溶胶生成材料施加到所述支撑件的所述第二表面重复一次或多次。
35.根据权利要求13至34中任一项所述的方法,其中,所述支撑件小于0.025mm厚。
36.根据权利要求13至35中任一项所述的方法,其中,所述支撑件是金属箔。
37.根据权利要求13至36中任一项所述的方法,其中,将气溶胶生成材料施加到所述支撑件的所述第一表面和所述第二表面中的一者或两者是将气溶胶生成材料的离散部分施加到所述支撑件的一个或两个表面上的两个或更多个预定区域。
38.根据权利要求13至37中任一项所述的方法,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分中的每个离散部分的位置形状和尺寸以及气溶胶生成材料的在所述第二表面上的至少一个离散部分中的每个离散部分的位置形状和尺寸使得所述第一表面上的离散部分和所述第二表面上的离散部分至少部分地彼此对应。
39.根据权利要求13至37中任一项所述的方法,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分中的每个离散部分的位置形状和尺寸以及气溶胶生成材料的在所述第二表面上的至少一个离散部分中的每个离散部分的位置形状和尺寸彼此对应。
40.根据权利要求13至37中任一项所述的方法,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分的位置形状和尺寸以及气溶胶生成材料的在所述第二表面上的至少一个离散部分的位置形状和尺寸是不同的。
41.根据权利要求13至41中任一项所述的方法,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分的组成不同于气溶胶生成材料的在所述第二表面上的至少一个离散部分的组成。
42.根据权利要求13至41中任一项所述的方法,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分的厚度不同于气溶胶生成材料的在所述第二表面上的至少一个离散部分的厚度。
43.根据权利要求13至42中任一项所述的方法,其中,气溶胶生成材料的在所述第一表面上的至少一个离散部分的厚度与气溶胶生成材料的在所述第二表面上的至少一个离散部分的厚度基本上相同。
44.根据权利要求13至43中任一项所述的方法,其中,所述制品的厚度介于0.085mm与0.610mm之间。
45.根据权利要求13至44中任一项所述的方法,其中,在所述支撑件中形成两个或更多个折叠线。
46.根据权利要求45所述的方法,其中,多个所述折叠线能够间隔开,使得制品能够以手风琴的形式折叠。
47.根据权利要求13至46中任一项所述的方法,其中,所述制品大于与不可燃气溶胶供应系统一起兼容使用所需的尺寸,其中,所述方法还包括:将所述制品配置用于储存。
48.根据权利要求13至47中任一项所述的方法,其中,所述制品大于与不可燃气溶胶供应系统一起兼容使用所需的尺寸,其中,所述方法还包括:将所述制品分成两个或更多个制品部分,
49.一种用于与根据权利要求12所述的消耗品一起使用的气溶胶供应装置,其中,所述装置包括气溶胶发生器,所述气溶胶发生器被配置成加热支撑在所述消耗品上的气溶胶生成材料的至少一部分。
50.一种气溶胶供应系统,包括根据权利要求49所述的气溶胶供应装置以及根据权利要求12所述的消耗品。
51.一种使用具有至少一个气溶胶发生器的气溶胶生成装置从根据权利要求12所述的消耗品生成气溶胶的方法;其中,至少一个气溶胶发生器是电阻式加热器元件或者是磁场发生器和感受器。
技术总结
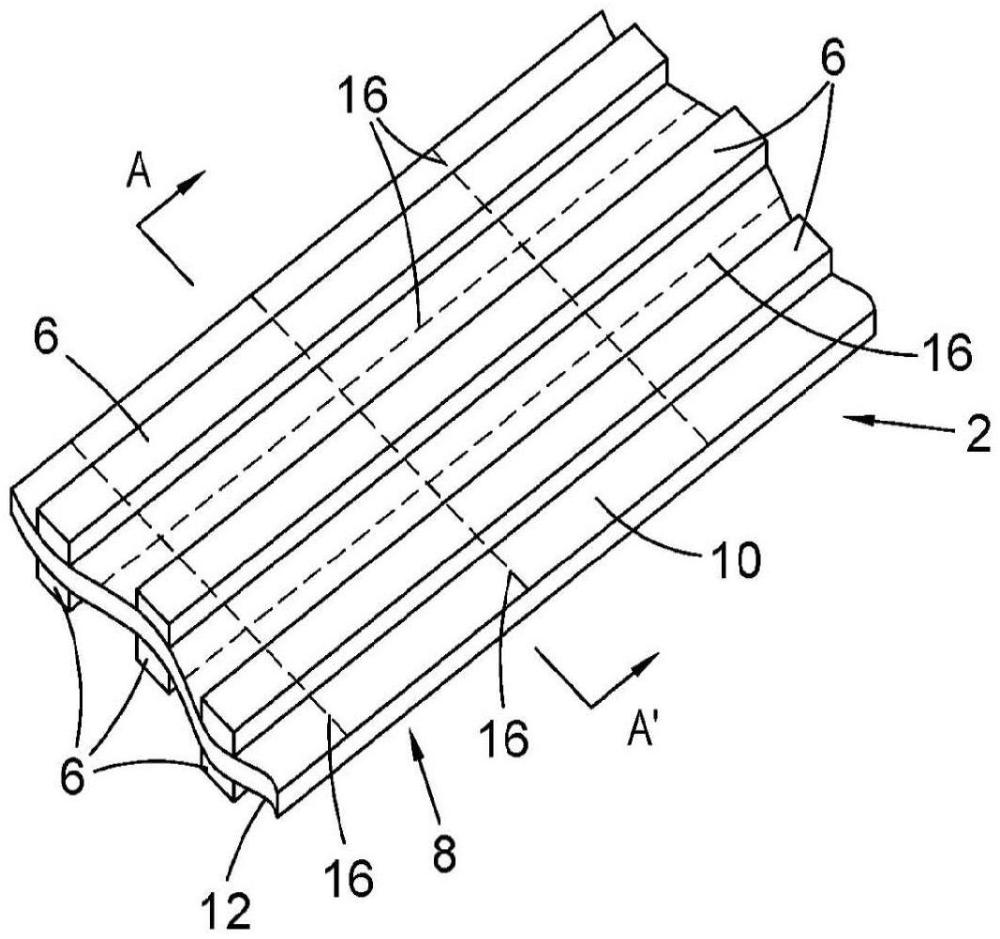
公开了一种用于与不可燃气溶胶供应装置一起使用的制品(2)。制品(2)包括气溶胶生成材料和支撑件(8)。支撑件(8)具有相对的第一表面和第二表面(10,12),在第一表面(10)上支撑有气溶胶生成材料的至少一个离散部分(6),并且在第二表面(12)上支撑有气溶胶生成材料的至少一个离散部分(6)。
技术研发人员:乔安娜·索菲
受保护的技术使用者:尼科创业贸易有限公司
技术研发日:
技术公布日:2024/8/27
技术研发人员:乔安娜·索菲
技术所有人:尼科创业贸易有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除