发热体和定位工装的制作方法
本技术涉及气溶胶,特别涉及一种发热体和定位工装。
背景技术:
1、气溶胶生成装置包括发热体,发热体由上壳、下壳、锁紧螺丝以及发热管组成,在相关技术中,发热管分别与上壳和下壳采用螺纹连接,上壳和下壳之间采用锁紧螺丝连接,但发热体的装配通常是由人工完成,在对发热体进行装配时,若不仔细控制发热管与上壳和下壳的螺纹紧固程度,则会降低发热体的同轴度,而导致最后紧固螺丝装配不到位,进而提高了发热体装配的不良率。
技术实现思路
1、本实用新型的主要目的是提供一种发热体,旨在提高气溶胶生成装置内发热体装配的良品率。
2、为实现上述目的,本实用新型提出的发热体,包括:
3、上壳,所述上壳开设有第一通孔,所述第一通孔的内壁沿所述第一通孔的周向形成有第一限位台阶;
4、下壳,所述下壳开设有第二通孔,所述第二通孔的内壁沿所述第二通孔的周向形成有环形凸块;
5、支架,所述支架开设有开孔,所述开孔的内壁沿所述开孔的周向开设有环形凹槽,所述环形凸块卡接于所述环形凹槽内,所述支架远离所述环形凹槽的一端沿所述开孔的周向形成有第二限位台阶;以及
6、发热管,所述发热管的一端与所述第一限位台阶卡接,所述发热管的另一端与所述第二限位台阶卡接。
7、可选地,所述第一通孔的内壁沿所述第一通孔的周向形成有相连接的第三限位台阶和第四限位台阶,所述第一限位台阶与所述第三限位台阶相连接;所述下壳靠近所述上壳的一端沿所述下壳的周向形成有卡接凸块,所述卡接凸块与所述第四限位台阶卡接,所述支架靠近所述发热管的一端与所述第三限位台阶卡接。
8、可选地,所述发热体还包括紧固件,所述上壳沿所述上壳的周向形成有第一连接凸块,所述下壳沿所述下壳的周向形成有第二连接凸块,所述紧固件穿设于所述第一连接凸块和所述第二连接凸块,以将所述上壳和所述下壳连接。
9、本实用新型还提出一种定位工装,用于上述发热体的组装,所述定位工装包括定位棒,
10、所述支架的开孔的内壁沿所述开孔的周向形成有第五限位台阶;
11、所述定位棒包括一体成型的第一定位段和第二定位段,所述第一定位段和所述第二定位段同轴设置,所述第一定位段与所述第二定位段的连接处形成有第六限位台阶,所述第六限位台阶与所述第五限位台阶卡接。
12、可选地,所述第一定位段和所述第二定位段均为圆柱形,所述第一定位段的直径大于所述第二定位段的直径,所述第一定位段用于实现所述上壳、所述发热管以及所述支架的部分结构的同轴组装,所述第二定位段用于实现所述支架的另一部分结构和所述下壳的同轴组装。
13、可选地,所述第一定位段开设有第一孔位,所述第二定位段开设有第二孔位,所述第一孔位和所述第二孔位连通形成同轴通孔。
14、可选地,所述同轴通孔的直径小于所述第二定位段的直径。
15、可选地,所述第一定位段远离所述第二定位段的一端形成有握持部,所述握持部的最大外宽小于或等于所述第一定位段的最大外宽。
16、可选地,所述定位棒的材质为304钢。
17、可选地,当所述发热体套设于所述定位棒时,所述第一定位段远离所述第二定位段的一端显露于所述上壳。
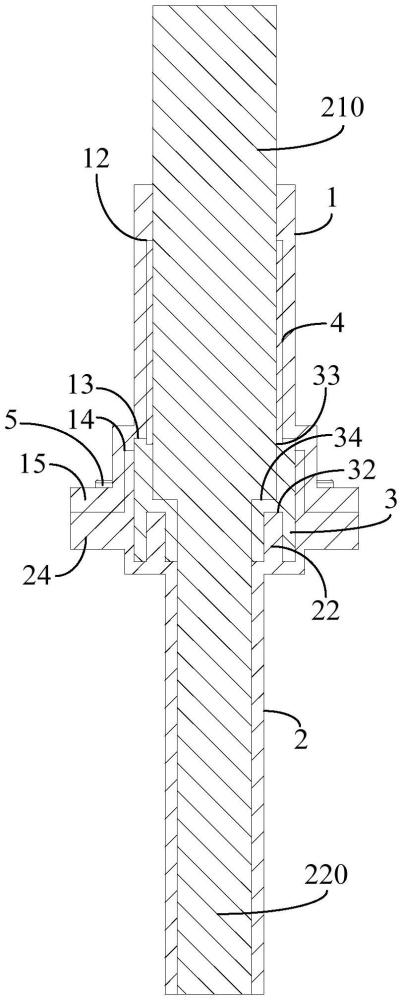
18、在本实用新型技术方案中,在装配所述发热体时,先将所述下壳的环形凸块卡接于所述支架的环形凹槽内,实现所述支架与所述下壳的同轴组装,将所述发热管的一端与所述第二限位台阶卡接后,再将所述上壳套设于所述发热管,使得所述发热管的另一端与所述第一限位台阶卡接,最后将所述上壳和所述下壳紧固连接,此结构设置能够提高所述发热体装配的同轴度,以满足发热体的气密性要求,进而提高了发热体装配的良品率。
技术特征:
1.一种发热体,其特征在于,包括:
2.如权利要求1所述的发热体,其特征在于,所述第一通孔的内壁沿所述第一通孔的周向形成有相连接的第三限位台阶和第四限位台阶,所述第一限位台阶与所述第三限位台阶相连接;所述下壳靠近所述上壳的一端沿所述下壳的周向形成有卡接凸块,所述卡接凸块与所述第四限位台阶卡接,所述支架靠近所述发热管的一端与所述第三限位台阶卡接。
3.如权利要求1所述的发热体,其特征在于,所述发热体还包括紧固件,所述上壳沿所述上壳的周向形成有第一连接凸块,所述下壳沿所述下壳的周向形成有第二连接凸块,所述紧固件穿设于所述第一连接凸块和所述第二连接凸块,以将所述上壳和所述下壳连接。
4.一种定位工装,用于权利要求1-3中任一项所述发热体的组装,其特征在于,所述定位工装包括定位棒,
5.如权利要求4所述的定位工装,其特征在于,所述第一定位段和所述第二定位段均为圆柱形,所述第一定位段的直径大于所述第二定位段的直径,所述第一定位段用于实现所述上壳、所述发热管以及所述支架的部分结构的同轴组装,所述第二定位段用于实现所述支架的另一部分结构和所述下壳的同轴组装。
6.如权利要求4所述的定位工装,其特征在于,所述第一定位段开设有第一孔位,所述第二定位段开设有第二孔位,所述第一孔位和所述第二孔位连通形成同轴通孔。
7.如权利要求6所述的定位工装,其特征在于,所述同轴通孔的直径小于所述第二定位段的直径。
8.如权利要求4所述的定位工装,其特征在于,所述第一定位段远离所述第二定位段的一端形成有握持部,所述握持部的最大外宽小于或等于所述第一定位段的最大外宽。
9.如权利要求4所述的定位工装,其特征在于,所述定位棒的材质为304钢。
10.如权利要求4所述的定位工装,其特征在于,当所述发热体套设于所述定位棒时,所述第一定位段远离所述第二定位段的一端显露于所述上壳。
技术总结
本技术公开一种发热体和定位工装,发热体包括上壳、下壳、支架以及发热管,上壳开设有第一通孔,第一通孔的内壁沿第一通孔的周向形成有第一限位台阶;下壳开设有第二通孔,第二通孔的内壁沿第二通孔的周向形成有环形凸块;支架开设有开孔,开孔的内壁沿开孔的周向开设有环形凹槽,环形凸块卡接于环形凹槽内,支架远离环形凹槽的一端沿开孔的周向形成有第二限位台阶;发热管的一端与第一限位台阶卡接,发热管的另一端与第二限位台阶卡接。在本技术技术方案中,设置多个限位台阶以提高发热体装配的同轴度,极大地降低了螺丝装配不到位的风险,也减小了后续由于装配偏位而带来的返工所消耗的人力和物力,最终提高了发热体装配的良品率。
技术研发人员:傅文思,刘柳,陈俊舟
受保护的技术使用者:惠州市通立电子有限公司
技术研发日:20231208
技术公布日:2024/9/2
技术研发人员:傅文思,刘柳,陈俊舟
技术所有人:惠州市通立电子有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除