一种基于感受体焊接的感受体传输缓存方法与流程
本发明涉及加热不燃烧卷烟,尤其是,本发明涉及一种基于感受体焊接的感受体传输缓存方法。
背景技术:
1、加热不燃烧卷烟是近几年正在研发的一种特殊烟草制品,通过电磁加热或其它加热方式进行加热,使烟草制品中的香味成分等物质释放出来,由于烟草制品不参与燃烧,从而避免了因900℃高温裂解产生大量的有害成分。在消费者获得满足感的同时减少了对机体的危害,同时降低了环境烟气的污染。
2、现在常用的磁加热发烟段大多都是通过吸丝成型进行制备,吸丝成型制备发烟段的设备十分常见,制备工艺已经趋于完美 ,生产成本低廉,生产速度快,且所有类型的烟丝均可进行生产,例如中国专利发明专利cn110558606a提供一种zj17卷烟机烟丝吸丝成型装置,包括:风室体、吸丝带轮和吸丝带。所述风室体内设置有多个所述吸丝带轮,所述吸丝带轮用于带动网孔状的所述吸丝带持续运转。在工艺吸风通过所述风室体时,所述吸丝带上的网孔形成负压并将烟丝吸附于网孔形成烟丝束。所述吸丝带轮的啮合面上环绕设置有弧形槽,使所述吸丝带在所述吸丝带轮带动运转时沿所述弧形槽内啮合,进而使所述吸丝带吸附的烟丝束形成弧状结构。上述发明能降低卷烟生产成本,提高烟丝处理质量。
3、但是吸丝成型的磁加热发烟段中并不含有感受体,需要在吸丝成型之后制备的磁加热发烟段中插入感受体,或者需要特定的具备感受体插针的点烟器,才能对发烟段进行电磁加热发烟。
4、现在尽管有在发烟段中植入感受体的设计,但是感受体钢丝需要与吸丝带同步进行传输,吸丝带一般长度极长,但是感受体需要由感受体放卷盘进行放卷,一卷感受体的长度远低于吸丝带长度,所以需要多卷感受体交替进行放卷,且相邻两卷感受体放卷交替时需要将两端感受体进行焊接,导致需要将吸丝成型机进行停机等待感受体焊接,使得植入感受体的发烟段制备效率大大降低,而且成型机经常开关影响使用寿命。
5、因此为了解决上述问题,设计一种合理的基于感受体焊接的感受体传输缓存方法对我们来说是很有必要的。
技术实现思路
1、本发明的目的在于提供一种基于感受体焊接的感受体传输缓存方法,直接在原有的吸丝成型设备添加感受体传输补偿的步骤,在感受体植入前方设置缓存仓,提前将感受体焊接所需的感受体放入至缓存仓内,在感受体焊接时利用缓存仓内的感受体进行供料,完成成型机不停机的感受体焊接供给,磁加热发烟段制备效率高,成型机使用稳定寿命长。
2、为达到上述目的,本发明采用如下技术方案得以实现的:
3、一种基于感受体焊接的感受体传输缓存方法,包括以下步骤:
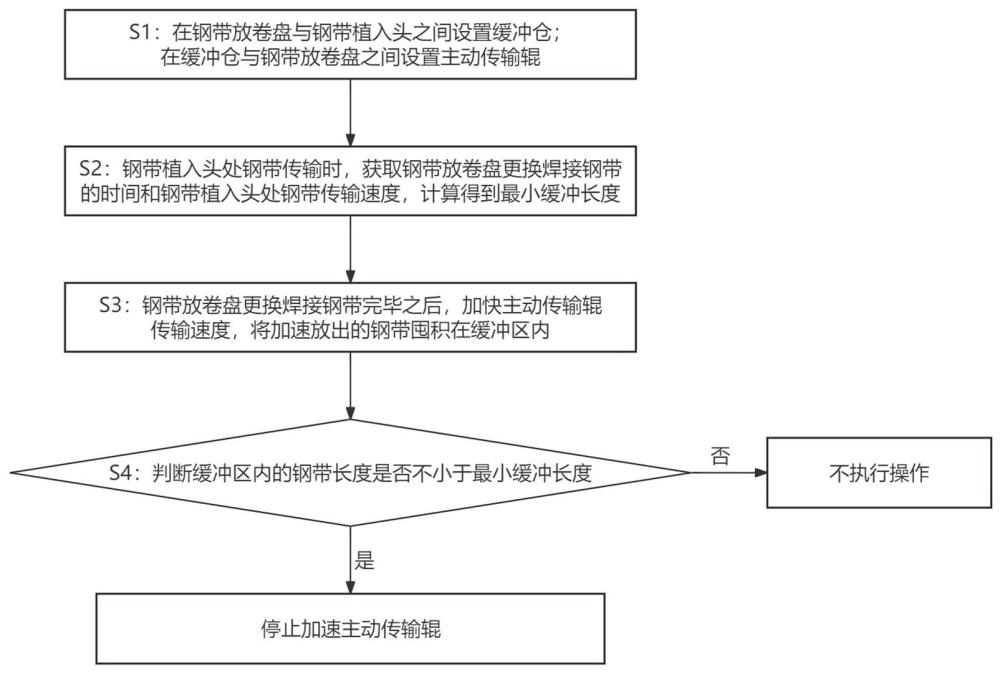
4、s1:在感受体放卷盘与感受体植入头之间设置缓存仓;在缓存仓与感受体放卷盘之间设置主动传输辊;
5、s2:感受体植入头处感受体传输时,获取感受体放卷盘更换焊接感受体的时间和感受体植入头处感受体传输速度,计算得到最小缓存长度;
6、s3:感受体放卷盘更换焊接感受体完毕之后,加快主动传输辊传输速度,带动感受体放卷盘加速放卷,将加速放出的感受体囤积在缓存区内;
7、s4:判断缓存区内的感受体长度是否不小于最小缓存长度,若是则停止加速主动传输辊;反之则不执行操作。
8、作为本发明的其中一个优选,所述感受体放卷盘上的感受体卷的数量为两个,包括正在放卷感受体的主感受体卷和设置于所述感受体放卷盘远离所述主感受体卷的一侧的备用感受体卷;
9、执行步骤s2和s4中的感受体放卷盘更换焊接具体为:
10、感受体放卷盘上的主感受体卷中的感受体进行放卷;在感受体放卷盘远离所述主感受体卷的一侧安装备用感受体卷;当主感受体卷上的感受体放卷完成之后,转动感受体放卷盘180°,使得备用感受体卷转动至主感受体卷位置作为新的主感受体卷,主感受体卷转动至备用感受体卷位置,将新的主感受体卷的感受体前端引出与之前的主感受体卷的感受体末端进行焊接。
11、作为本发明的其中一个优选,在感受体放卷盘更换焊接时,停止主动传输辊传输。
12、作为本发明的其中一个优选,所述缓存仓内设置有引导隔板,使得囤积在缓存区内的感受体在引导隔板的引导下可以依次传输出。
13、作为本发明的其中一个优选,所述感受体植入头与缓存仓之间设置有感受体成型孔,使得在执行步骤s2时,感受体经过感受体成型孔时进行弯折设置,且所述感受体的弯折处延伸方向与所述感受体延伸方向相同。
14、作为本发明的其中一个优选,所述感受体成型孔包括l型孔、m型孔、n型孔以及c型孔。
15、作为本发明的其中一个优选,所述感受体植入头连接设置有水平调节块和上下调节块,使得在执行步骤s3时,通过水平调节块和上下调节块调节所述感受体植入头的位置。
16、作为本发明的其中一个优选,所述感受体植入头与感受体成型孔之间设置有动态补偿辊,用于调节感受体放卷拉力。
17、作为本发明的其中一个优选,所述缓存仓的宽度等于所述感受体的宽度。
18、本发明一种基于感受体焊接的感受体传输缓存方法有益效果在于:直接在原有的吸丝成型设备添加感受体传输补偿的步骤,在感受体植入前方设置缓存仓,提前将感受体焊接所需的感受体放入至缓存仓内,在感受体焊接时利用缓存仓内的感受体进行供料,完成成型机不停机的感受体焊接供给,磁加热发烟段制备效率高,成型机使用稳定寿命长。
技术特征:
1.一种基于感受体焊接的感受体传输缓存方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种基于感受体焊接的感受体传输缓存方法,其特征在于:
3.根据权利要求2所述的一种基于感受体焊接的感受体传输缓存方法,其特征在于:
4.根据权利要求1所述的一种基于感受体焊接的感受体传输缓存方法,其特征在于:所述缓存仓内设置有引导隔板,使得囤积在缓存区内的感受体在引导隔板的引导下依次传输出。
5.根据权利要求1所述的一种基于感受体焊接的感受体传输缓存方法,其特征在于:所述感受体植入头与缓存仓之间设置有感受体成型孔,使得在执行步骤s2时,感受体经过感受体成型孔时进行弯折设置,且所述感受体的弯折处延伸方向与所述感受体延伸方向相同。
6.根据权利要求5所述的一种基于感受体焊接的感受体传输缓存方法,其特征在于:所述感受体成型孔包括l型孔、m型孔、n型孔以及c型孔。
7.根据权利要求1所述的一种基于感受体焊接的感受体传输缓存方法,其特征在于:所述感受体植入头连接设置有水平调节块和上下调节块,使得在执行步骤s3时,通过水平调节块和上下调节块调节所述感受体植入头的位置。
8.根据权利要求1所述的一种基于感受体焊接的感受体传输缓存方法,其特征在于:所述感受体植入头与感受体成型孔之间设置有动态补偿辊,用于调节感受体放卷拉力。
9.根据权利要求1所述的一种基于感受体焊接的感受体传输缓存方法,其特征在于:所述缓存仓的宽度等于所述感受体的宽度。
技术总结
本发明提供一种基于感受体焊接的感受体传输缓存方法,涉及加热不燃烧卷烟技术领域,包括以下步骤:S1:设置缓存仓和主动传输辊;S2:感受体植入头处感受体传输时,得到最小缓存长度;S3:焊接感受体完毕之后,加快主动传输辊传输速度,感受体囤积在缓存区内;S4:判断缓存区内的感受体长度是否不小于最小缓存长度,若是则停止加速主动传输辊;反之则不执行操作。本发明直接在原有的吸丝成型设备添加感受体传输补偿的步骤,在感受体植入前方设置缓存仓,提前讲感受体焊接所需的感受体放入至缓存仓内,在感受体焊接时利用缓存仓内的感受体进行供料,完成成型机不停机的感受体焊接供给,磁加热发烟段制备效率高,成型机使用稳定寿命长。
技术研发人员:刘宗博,徐海,林龙,石德伦,卢晓波,王昊,钟琳,宋金砖,熊师国,刘强,商国新
受保护的技术使用者:湖北中烟工业有限责任公司
技术研发日:
技术公布日:2024/9/2
技术研发人员:刘宗博,徐海,林龙,石德伦,卢晓波,王昊,钟琳,宋金砖,熊师国,刘强,商国新
技术所有人:湖北中烟工业有限责任公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除